|
|
|
Š½▓╩į~Śl╦óÕā
ča(b©│)│õŻ║0 ×gė[Ż║6217 ░l(f©Ī)▓╝Ģr(sh©¬)ķgŻ║2013-9-13
ĪĪĪĪė├ę╗éĆ(g©©)═¼Ļ¢(y©óng)śO▀BĮė▓ó─▄╠ß╣®ļŖÕāąĶꬥ─ļŖĮŌę║Ą─īŻė├Õā╣PŻ¼į┌ū„×ķĻÄśOĄ─ųŲ╝■▒Ē├µ╔ŽęŲäė(d©░ng)▀M(j©¼n)ąą╦ó╩├Ą─ļŖÕāĘĮĘ©ĪŻ ĪĪĪĪ╦óÕāĄ─įŁ└ĒŻ║ ĪĪĪĪė├ę╗éĆ(g©©)═¼Ļ¢(y©óng)śO▀BĮė▓ó─▄╠ß╣®ļŖÕāąĶꬥ─ļŖĮŌę║Ą─ļŖśO╗“╦óŻ¼į┌ū„×ķĻÄśOĄ─ųŲ╝■╔ŽęŲäė(d©░ng)▀M(j©¼n)ąą▀xō±ļŖÕāĄ─ĘĮĘ©ĪŻ
ĪĪĪĪ╦óÕāĄ─╠ž³c(di©Żn)Ż║ ĪĪĪĪĪ’ć°(gu©«)ļHŅI(l©½ng)Ž╚╝╝ąg(sh©┤),šµš²Ą─īŹ(sh©¬)¼F(xi©żn)┤¾ļŖ┴„ĪóĖ▀Ņl┬╩Īó┤¾╣żū„▒╚├}ø_▌ö│÷ ĪĪĪĪĪ’ Ė▀ą¦┬╩(Ī▌90%),╣Ø(ji©”)ļŖ’@ų°(╩ĪļŖ30%ęį╔Ž)(6V1500A┼c╣Ķš¹┴„║═┐╔┐ž╣ĶŽÓ▒╚,─Ļ╩Ī ļŖ┘M(f©©i)ę╗╚f(w©żn)į¬ęį╔Ž ĪĪĪĪĪ’ĘĆ(w©¦n)ē║ĪóĘĆ(w©¦n)┴„ĪóŠ∙┴„Īó║Ń╣”┬╩Ą╚ČÓĘN┐žųŲ ĪĪĪĪĪ’ļŖ┴„ĪóļŖē║Īó╣żū„Ģr(sh©¬)ķgĪóŅl┬╩ėŗ(j©¼)(┐╔▀x)Īó░▓Ęųėŗ(j©¼)(┐╔▀x)Ą╚╚½öĄ(sh©┤)ūų’@╩ŠŠ½Č╚Ė▀,┬Ģ╣Ōł¾(b©żo)Š». ĪĪĪĪĪ’ ▄øåóäė(d©░ng)Īó═Żų╣╣”─▄,Š▀ėą▀^(gu©░)┴„Īó▀^(gu©░)ē║ĪóŪĘē║Īó▀^(gu©░)¤ßĪó╚▒ŽÓĪóŪĘ╦«ĪóČ╠┬ĘĄ╚ūįäė(d©░ng)▒Żūo(h©┤)╣”─▄,┐╔┐┐ąįśOĖ▀ ĪĪĪĪĪ’ įO(sh©©)éõ│÷ÅSŪ░ęčĮø(j©®ng)▀^(gu©░)ć└(y©ón)Ė±Öz£y(c©©)║═ķL(zh©Żng)Ģr(sh©¬)ķgĄ─└Ž╗»īŹ(sh©¬)“×(y©żn),┐╔Ģāę╣?ji©”)Mžō(f©┤)║╔,┤¾ļŖ┴„▀B└m(x©┤)▓╗ķgöÓ▀\(y©┤n)ąą,šµš²┐╔┐┐─═ė├. ĪĪĪĪĪ’┐╔╩╣ļŖÕāīėĖ³╝ėŠ∙ä“Īóų┬├▄ąį║├Īó╣ŌØŹČ╚Ė▀Īóį÷ÅŖ(qi©óng)┴╦▒╗Õā╝■Ą──═─źąįĄ╚ ĪĪĪĪĪ’╣żū„Ģr(sh©¬)ķgČ╠Īóą¦┬╩Ė▀Īó╣Ø(ji©”)╩ĪįŁ▓─┴ŽĪóĮĄĄ═│╔▒ŠĪó«a(ch©Żn)ųĄą¦┬╩│╔▒Čį÷ķL(zh©Żng) ĪĪĪĪĪ’¾wĘeąĪĪóųž┴┐▌pŻ¼░ß▀\(y©┤n)ĘĮ▒Ń
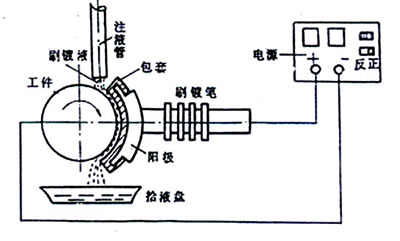
╦óÕāÖC(j©®) ĪĪĪĪ╦óÕā╣ż╦ć╗∙▒Š│╠ą“ ĪĪĪĪ┴Ń╝■▒Ē├µą▐š¹Ī·ÕāŪ░╣żčbįO(sh©©)ų├Ī·ļŖā¶╠Ä└ĒĪ·╗Ņ╗»╠Ä└ĒĪ·╦óÕāīėĪ·Õā║¾╠Ä└ĒĪŻ ĪĪĪĪó┘▒Ē├µą▐š¹ĪŻ╦óÕāīė║±Č╚ę╗░ŃĪ▄0.5mmŻ¼Õā║¾▓╗╝ė╣ż╗“╔┘įS╝ė╣żŻ¼ę“┤╦ī”(du©¼)┴Ń╝■Ą─ąĶÕā▒Ē├µį┌ÕāŪ░æ¬(y©®ng)╝ė╣ż▀_(d©ó)ĄĮą╬╬╗Š½Č╚║═▒Ē├µ┤ų▓┌Č╚ę¬Ū¾Ż¼ęįŪ¾½@Ą├Š∙ä“ÕāīėĪŻ▒Ē├µėąė═┐ūĪóµI▓█Ą╚Ż¼┐╔ė├─z─ŠĪó─Š▓─Ą╚ĶéČ┬ĪŻ ĪĪĪĪó┌╦óÕā╣żčbĄ─įO(sh©©)ų├ĪŻ▀B└m(x©┤)Š∙ä“╦óÕāĢr(sh©¬)Ż¼ę╗░Ń░č╣ż╝■čbŖAį┌ÖC(j©®)┤▓╔ŽŻ¼Õā╣PŖA└╬Ż¼š{(di©żo)š¹ÖC(j©®)┤▓╦┘Č╚ØMūŃ╦óÕā╦┘Č╚ę¬Ū¾ĪŻš{(di©żo)š¹ļŖį┤ęįØMūŃ╦óÕā╦∙ąĶļŖ┴„┴┐ĪŻ░┤ąĶė├Õāę║ĘNŅÉŻ¼├┐ĘN£╩(zh©│n)éõę╗ų¦īŻė├Õā╣PĪŻ░┤īŹ(sh©¬)ļHąĶę¬£╩(zh©│n)éõ║├▒Ē├µ╠Ä└Ē▓─┴Ž╝░Ųõ╦¹▌oų·╣żŠ▀ĪŻ ĪĪĪĪó█ļŖā¶╠Ä└ĒĪŻė├ę╗░Ń╚▄ä®ŪÕŽ┤║¾Ą─▒Ē├µ╚įĢ■(hu©¼)Üł┴¶║▄▒ĪĄ─ė═─żĪŻė├ļŖā¶ę║═©ļŖęįÕā╣P═┐╦óŻ¼╩╣▒Ē├µÜł┴¶ė═─żĮŌļxŻ¼Įø(j©®ng)╚ķ╗»╗“įĒ╗»▀_(d©ó)ĄĮ╚źė═Ą──┐Ą─ĪŻ▒Ē├µė├╦«ø_║¾Ż¼╦«─żŠ∙ä“ØM▓╝Ż¼¤o(w©▓)Ė╔░▀×ķ▀_(d©ó)ĄĮę¬Ū¾ĪŻ ĪĪĪĪó▄▒Ē├µ╗Ņ╗»╠Ä└ĒĪŻė├īŻė├Õā╣Pš┤╔Ž╗Ņ╗»ę║Ż¼į┌═©ļŖĀŅæB(t©żi)Ž┬╦ó─©┴Ń╝■▒Ē├µŻ¼═©▀^(gu©░)ļŖ╗»īW(xu©”)Ę┤æ¬(y©®ng)ęį╝░«a(ch©Żn)╔·ÜŌ┼▌Ą─ÖC(j©®)ąĄäāļxū„ė├│²╚źč§╗»─żŻ¼▀_(d©ó)ĄĮ▒Ē├µ│÷¼F(xi©żn)ą┬§rįŁĮī┘╔½Ø╔║═¤o(w©▓)╗©░▀×ķų╣ĪŻ ĪĪĪĪó▌╦ó▀^(gu©░)Č╔īėĪŻĮø(j©®ng)╗Ņ[wiki]╗»╣ż[/wiki]ą“║¾Ż¼┴ó╝┤╦óÕā▀^(gu©░)Č╔īėŻ¼īŻė├╦óÕā╣PĮėš²śOŻ¼Õāę║ŅA(y©┤)¤ßų┴50Īµ×ķę╦ĪŻ ĪĪĪĪó▐╦óÕā╣żū„īėĪŻ╣żū„īė░┤┴Ń╝■╣żū„Śl╝■┤_Č©ĪŻ░┤┴Ń╝■Õāīė║±Č╚▀xō±ĮM║ŽÕāīėĪŻīóŅA(y©┤)Č©Õāīė║±Č╚ā”(ch©│)┤µį┌ėŗ(j©¼)öĄ(sh©┤)Ų„ųąĪŻ░┤╦∙ė├Õāę║▀xō±ļŖē║║═ŽÓī”(du©¼)▀\(y©┤n)äė(d©░ng)╦┘Č╚ĪŻÕāę║ŅA(y©┤)¤ßų┴50ĪµĪŻåóäė(d©░ng)ļŖį┤ķ_(k©Īi)╩╝╦óÕā╣żū„īėŻ¼ė╔ė┌ūįäė(d©░ng)┐žųŲÕāīė║±Č╚Ż¼«ö(d©Īng)▀_(d©ó)ĄĮŅA(y©┤)Č©║±Č╚Ģr(sh©¬)Ż¼╝┤ėą┬Ģ╣Ōą┼╠¢(h©żo)ł¾(b©żo)Š»ĪŻ ĪĪĪĪó▀Õā║¾╠Ä└ĒĪŻ┴Ń╝■Õā═Ļ║¾Ż¼ė├ŪÕ╦«ø_ā¶▒Ē├µÜł┴¶╬’ĪŻ╚ń▓╗ąĶÖC(j©®)ąĄ╝ė╣żŻ¼ätŪÕ│²├½┤╠Īóą▐š¹▀ģĮŪŻ¼▓ó▀M(j©¼n)ąąĘ└õP╠Ä└ĒŻ¼ų┴┤╦╦óÕā╣żū„═Ļ│╔ĪŻ Ųõ╦¹ča(b©│)│õ |
|