|
| | ĪĪĪĪļSų°╬ęć°Įø(j©®ng)Ø·(j©¼)“v’w,õX║ŽĮķT┤░ąąśI(y©©)Ą─▓╗öÓ░l(f©Ī)š╣,ķT┤░«a(ch©Żn)ŲĘ╚šą┬į┬«É,╣”─▄ę¬Ū¾įĮüĒįĮĖ▀ĪŻõX║ŽĮą═▓─ū„×ķõXķT┤░«a(ch©Żn)ŲĘĄ─ų„ę¬▓─┴Ž,ŲõÄū║╬│▀┤ńŠ½Č╚ę¬Ū¾ę▓įĮüĒįĮć└(y©ón)Ė±ĪŻį┌╚š│ŻķT┤░įO(sh©©)ėŗ(j©¼)▀^│╠ųą,═∙═∙ÅŖ(qi©óng)š{(di©żo)ą═▓─╔·«a(ch©Żn)Ą─Š½Č╚,Č°║÷ęĢ┴╦ą═▓─įO(sh©©)ėŗ(j©¼)╝░ķT┤░╝ė╣ż╣ż╦ćš{(di©żo)š¹ī”ķT┤░ą═▓─┼õ║ŽĄ─ė░ĒæĪŻ |
|
|
ĪĪĪĪļSų°╬ęć°Įø(j©®ng)Ø·(j©¼)“v’w,õX║ŽĮķT┤░ąąśI(y©©)Ą─▓╗öÓ░l(f©Ī)š╣,ķT┤░«a(ch©Żn)ŲĘ╚šą┬į┬«É,╣”─▄ę¬Ū¾įĮüĒįĮĖ▀ĪŻõX║ŽĮą═▓─ū„×ķõXķT┤░«a(ch©Żn)ŲĘĄ─ų„ę¬▓─┴Ž,ŲõÄū║╬│▀┤ńŠ½Č╚ę¬Ū¾ę▓įĮüĒįĮć└(y©ón)Ė±ĪŻį┌╚š│ŻķT┤░įO(sh©©)ėŗ(j©¼)▀^│╠ųą,═∙═∙ÅŖ(qi©óng)š{(di©żo)ą═▓─╔·«a(ch©Żn)Ą─Š½Č╚,Č°║÷ęĢ┴╦ą═▓─įO(sh©©)ėŗ(j©¼)╝░ķT┤░╝ė╣ż╣ż╦ćš{(di©żo)š¹ī”ķT┤░ą═▓─┼õ║ŽĄ─ė░ĒæĪŻ
ĪĪĪĪŽ┬├µßśī”õX║ŽĮĮŪ┤a╝░ē║ŠĆį┌ķT┤░ųŲū„ųąĄ─┼õ║Žå¢Ņ}▀M(j©¼n)ąą£\╬÷ĪŻ
ĪĪĪĪę╗Īó ĮŪ┤a┼cą═▓─ā╚(n©©i)Ū╗Ą─┼õ║Žå¢Ņ}
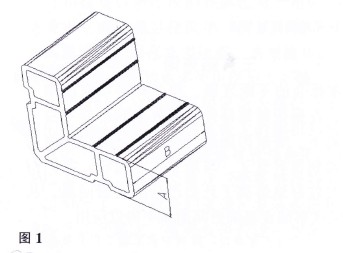
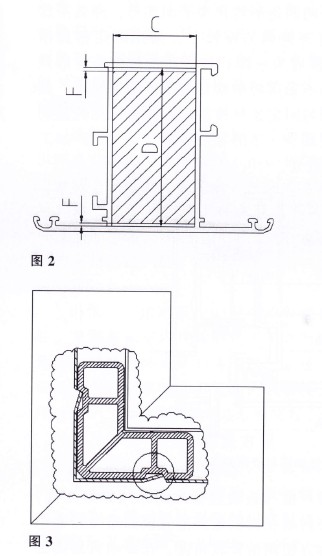
ĪĪĪĪ─┐Ū░,╬ęć°õX║ŽĮķTŻ©į~ŚlĪ░õX║ŽĮķTĪ▒ė╔ąąśI(y©©)┤¾░┘┐Ų╠ß╣®Ż®┤░ĦŪ╗┐“Īó╔╚ą═▓─45ĪŃĮŪ▀BĮėĢr(sh©¬)ČÓöĄ(sh©┤)▓╔ė├ĮMĮŪĘĮ╩Į(ę▓ĮąĮŪ┤aĮMčb),╝┤ĮMĮŪÖC(j©®)öDŲŲõXą═▓─Ąū├µ╩╣ų«┼cĮŪ┤a░╝▓█ŽÓĮY(ji©”)║ŽĄ─ĘĮ╩ĮĪŻĮMĮŪ╣ż╦ćī”ĮŪ┤a║±Č╚(╚ńłD1╦∙╩ŠA│▀┤ń)ĪóĮŪ┤a┐vŽ“│▀┤ń(╚ńłD1╦∙╩ŠB│▀┤ń)Īóą═Ū╗ÖMŽ“│▀┤ń(╚ńłD2╦∙╩ŠC│▀┤ń)╝░ą═Ū╗┐vŽ“│▀┤ń(╚ńłD2╦∙╩ŠD│▀┤ń)ėąć└(y©ón)Ė±ę¬Ū¾ĪŻį┌▒ŻūCĮŪ┤aÅŖ(qi©óng)Č╚╝░ĮMĮŪ╣ż╦ć║Ž└ĒąįĄ─Ū░╠ߎ┬,═∙═∙øQČ©┐“╔╚ĮMčb║¾Ų┤ĮŪŲĮš¹Č╚Ą─╩ŪĮŪ┤a┼cą═▓─ā╚(n©©i)Ū╗Ą─ÖMŽ“čb┼õķgŽČ(╚ńłD3╦∙╩ŠE│▀┤ń)║═┐vŽ“čb┼õķgŽČ(╚ńłD2╦∙╩ŠF│▀┤ń)╝░ĮŪ┤aįO(sh©©)ėŗ(j©¼)Ą─║Ž└ĒąįĪŻŠ▀¾wĘų╬÷╚ńŽ┬:
ĪĪĪĪ1ĪóĮŪ┤a┼cą═▓─ā╚(n©©i)Ū╗Ą─ÖMŽ“čb┼õķgŽČ
ĪĪĪĪ(1)ĮMĮŪ┘|(zh©¼)┴┐Ą─║├ē─╩Ūė╔ČÓĘĮ├µę“╦ž╣▓═¼øQČ©Ą─,╚ńą═▓─Ą─ĮY(ji©”)śŗ(g©░u)įO(sh©©)ėŗ(j©¼)Īóą═▓─Ą─öD│÷Š½Č╚Īóą═▓─Ą─║¾╝ė╣żŠ½Č╚╝░ĮMĮŪ╣ż╦ć║Ž└ĒąįĄ╚ĪŻĮMĮŪĢr(sh©¬),ĮMĮŪĄČęįĮŪ┤a░╝▓█Ą─ĮŪČ╚×ķ╚ļĄČĮŪČ╚,ęį▀mČ╚Ą─ē║┴”ī”ą═Ū╗▒┌║±▀M(j©¼n)ąąū▓ō¶,╩╣ų«ŲŲē─║¾k▀M(j©¼n)ĮŪ┤a░╝▓█ųą▓óꦊoĪŻ─┐Ū░,╩ął÷╔Ž┤¾▓┐ĘųĮŪ┤a┼cą═▓─ā╚(n©©i)Ū╗Ą─čb┼õķgŽČ×ķ0.1~0.3mm,ę¬Ū¾ĮŪ┤a▓Õ▀M(j©¼n)ą═▓─ā╚(n©©i)Ū╗║¾ę╗³c(di©Żn)Č╝▓╗─▄╦╔äė(d©░ng),ŲõīŹ(sh©¬)▀@╩Ūī”ĮMĮŪ╣ż╦ćĄ─ę╗ĘNš`ĮŌĪŻį┌ŽÓ═¼Ą─╝╝ąg(sh©┤)Śl╝■Ž┬,ų╗ę¬ÖMŽ“čb┼õķgŽČŻ©E)┐žųŲį┌║Ž└ĒĘČć·ā╚(n©©i),Š∙─▄▒ŻūCĮMĮŪĄ─┐╔┐┐ąįĪóĘĆ(w©¦n)Č©ąį:
ĪĪĪĪ(2)┼õ║ŽķgŽČ▀^ąĪį÷╝ė┴╦ą═▓─öDē║Ą─ļyČ╚ĪŻ
ĪĪĪĪą═▓─öDē║ī┘ė┌¤ß╝ė╣ż,ī”ė┌ę╗ą®│▀┤ń▌^┤¾Ą─ĮŪ┤a╗“ą═▓─ā╚(n©©i)Ū╗,░ččb┼õķgŽČ┐žųŲį┌0.1Ī½0.3mm╩ŪĘŪ│Ż└¦ļyĄ─ĪŻĖ∙ō■(j©┤)ć°╝ęś╦(bi©Īo)£╩(zh©│n)ĪČõX║ŽĮĮ©ų■ą═▓─ĪĘGB5237-2008ę¬Ū¾,╚ńłD1ĪółD2╦∙╩ŠĄ─│ŻęÄ(gu©®)ĮŪ┤a║±Č╚│▀┤ńA╝░ą═▓─ā╚(n©©i)Ū╗│▀┤ńCĄ─╣½▓ŅĘČć·╚ńŽ┬▒Ē1ĪŻÅ─▒ĒųąöĄ(sh©┤)ō■(j©┤)┐╔ų¬q╝┤╩╣╣½▓Ņę¬Ū¾░┤│¼Ė▀Š½╝ē┐žųŲ,ę▓ļyęį▒ŻūC0.1Ī½0.3mmĄ─┼õ║ŽķgŽČę¬Ū¾ĪŻ
ĪĪĪĪ(3)ĮMĮŪ▀^│╠ųą,╬ęéā▒žĒÜį┌▀BĮė╠Ä╝░ĮŪ┤a║═ą═▓─Ą─ķgŽČ╠Ä╠Ņ│õĮMĮŪ─z,▀m«ö(d©Īng)?sh©┤)─┼õ║ŽķgŽČėą└¹ė┌ĮMĮŪ─zį┌ą═Ū╗ā╚(n©©i)┴„äė(d©░ng),▒ŻūC╠Ņ│õĄ─ą¦╣¹,▓╗āH┐╔ęį║▄║├ĄžĮŌøQ├▄ĘŌå¢Ņ},Ė³ėą└¹ė┌╠ßĖ▀▀BĮėĄ─┐╔┐┐ąįĪŻŽÓĘ┤,╚ń╣¹┼õ║ŽķgŽČ▀^ąĪ,ĮMĮŪ─zĖ∙▒Š¤oĘ©į┌ą═Ū╗ā╚(n©©i)┴„äė(d©░ng),¤oĘ©īóĮŪ┤a┼cą═Ū╗ķgĄ─ķgŽČ╠Ņ│õ,ų╗─▄į┌ī”Įė├µ╠Ä«a(ch©Żn)╔·ū„ė├,├▄ĘŌąį╝░▀BĮėÅŖ(qi©óng)Č╚Š∙¤oĘ©▒ŻūCĪŻ
ĪĪĪĪ2.ĮŪ┤a┼cą═▓─ā╚(n©©i)Ū╗Ą─┐vŽ“čb┼õķgŽČ
ĪĪĪĪĮŪ┤a┼cą═Ū╗Ą─┐vŽ“čb┼õķgŽČ(F)į┌▒ŻūCĮMĮŪ┐╔┐┐ąį╔ŽŲų°ĘŪ│Żųžę¬Ą─ū„ė├ĪŻ║Ž▀mĄ─ķgŽČ▓╗āHėą└¹ė┌ĮŪ┤a▓Õ╚ļą═Ū╗ā╚(n©©i),ėų┐╔Ę└ų╣ĮŪ┤aį┌ą═Ū╗ā╚(n©©i)░l(f©Ī)╔·┐vŽ“ęŲäė(d©░ng)Č°ė░ĒæĮMĮŪĄ─┘|(zh©¼)┴┐ĪŻį┌╚š│ŻķT┤░╝ė╣ż▀^│╠ųą,Ų¾śI(y©©)═∙═∙║÷┬į┴╦ī”┤╦ķgŽČ▀M(j©¼n)ąąėąą¦Ą─┐žųŲ,čb┼õķgŽČ▀^┤¾ć└(y©ón)ųžė░ĒæĮMĮŪĄ─┘|(zh©¼)┴┐ĪŻ×ķ┤╦,
Į©ūh═©▀^╠ßĖ▀ĮŪ┤aĄ─║¾╝ė╣żŠ½Č╚,▒ŻūCĮŪ┤a┼cą═
Ū╗Ą─┐vŽ“čb┼õķgŽČ▓╗┤¾ė┌0.2mmĪŻ
ĪĪĪĪ3.ĮŪ┤aįO(sh©©)ėŗ(j©¼)Ą─║Ž└Ēąį
ĪĪĪĪĮŪ┤aįO(sh©©)ėŗ(j©¼)╩Ūʱ║Ž└Ē,ų▒Įėė░ĒæĮMĮŪĄ─┘|(zh©¼)┴┐ĪŻį┌ĮŪ┤aįO(sh©©)ėŗ(j©¼)▀^│╠ųą,╬ęéā│²┴╦ę¬▒ŻūCĮŪ┤a┼cą═Ū╗Ą─čb┼õ墎Č,▀Ć▒žĒÜ╠žäeūóęŌĮŪ┤a░╝▓█Ą─╝Ü(x©¼)╗»įO(sh©©)ėŗ(j©¼)ĪŻ
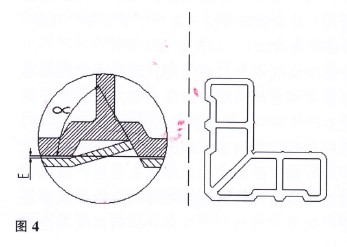
ĪĪĪĪ(1)░╝▓█ą▒▀ģĄ─ĮŪČ╚(╚ńłD3╦∙╩ŠĄ─ĪžĮŪ),
ė╔ė┌ĮŪ┤aįO(sh©©)ųŁķLŲ┌╚▒Ę”ęÄ(gu©®)ĘČąį╣▄└Ē,¼F(xi©żn)Ģr(sh©¬)╩ął÷╔Ž╩╣ė├Ą─ĮŪ┤aą╬╩ĮČÓĘNČÓśė,╦∙▓╔ė├Ą─ĪžĮŪę▓Ė„▓╗ŽÓ═¼,═©│Żį┌40ĪŃĪ½60ĪŃų«ķg,ęį45ĪŃ║═60ĪŃ×ķČÓĪŻĪžĮŪøQČ©┴╦ĮMĮŪĄČĄ─╚ļĄČĮŪČ╚,╚ń╣¹ĮŪČ╚▓╗║Ž▀m,īóė░ĒæĮMĮŪĄ─ĘĆ(w©¦n)Č©ąį,╔§ų┴¤oĘ©ĮMĮŪĪŻ×ķ┴╦▒ŻūCĮMĮŪĄ─┐╔▓┘ū„ąį╝░┐╔┐┐ąį,Į©ūhīóĮŪ┤aĄ─ĪžĮŪĮy(t©»ng)ę╗įO(sh©©)ėŗ(j©¼)×ķ60ĪŃĪŻ
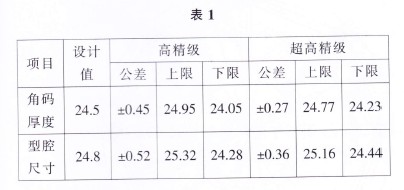
ĪĪĪĪ(2)Į©ūh▓╔ė├ļp░╝▓█įO(sh©©)ėŗ(j©¼),╚ńłD4╦∙╩ŠĪŻļp░╝▓█ĮŪ┤a▓╔ė├Ū░║¾ļpĄČ═¼Ģr(sh©¬)ĮMĮŪ,ėą└¹ė┌╠ßĖ▀ĮMĮŪĄ─┐╔┐┐ąį╝░ĘĆ(w©¦n)Č©ąį,╠žäe▀mė├ė┌│▀┤ńęÄ(gu©®)Ė±┤¾Īó│ąųž┤¾Ą─┤░┐“╗“┤░╔╚ĮMĮŪĪŻ
ĪĪĪĪČ■Īóē║ŠĆ┼õ║Žå¢Ņ}
ĪĪĪĪį┌õX║ŽĮķT┤░Ą─╚š│Ż╔·«a(ch©Żn)▀^│╠ųą,Įø(j©®ng)│Ż┴ŅķT┤░╝ė╣żŲ¾śI(y©©)Ņ^═┤Ą─Š═╩Ūē║ŠĆĄ─čb┼õå¢Ņ}ĪŻ▓┐Ęųē║ŠĆčb┼õĢr(sh©¬)Č°╦╔Ģr(sh©¬)Č°Šo,į┌╔·«a(ch©Żn)▀^│╠ųąļyęį┐žųŲ,Š┐ŲõĖ∙į┤į┌ė┌:
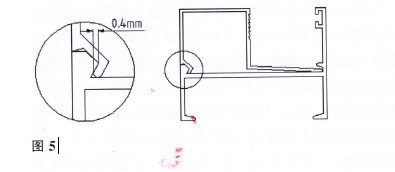
ĪĪĪĪ1ĪŻē║ŠĆūį╔ĒįO(sh©©)ėŗ(j©¼)å¢Ņ}¼F(xi©żn)Ģr(sh©¬)│ŻęÄ(gu©®)ē║ŠĆĄ─čb┼õ╚ńłD5╦∙╩Š,ė╔ė┌ē║ŠĆįO(sh©©)ėŗ(j©¼)×ķĪ░ÄūĪ▒ą╬ĀŅ,ā╔┐©─_│▀┤ń┐ńČ╚┤¾,ī¦(d©Żo)ų┬ē║ŠĆį┌╔·«a(ch©Żn)▀^│╠ųą╚▌ęū│÷¼F(xi©żn)ūāą╬,čb┼õ│▀┤ńļyęį┐žųŲ;═¼Ģr(sh©¬),ē║ŠĆįO(sh©©)ėŗ(j©¼)Ą─┐©Šo┴┐ėąŽ▐,═©│Żų╗ėą0.4mmū¾ėę,╚▌ęūÅŚ│÷ĪŻ
ĪĪĪĪ2.ē║ŠĆą═▓─Ą─╝ė╣żŠ½Č╚å¢Ņ}
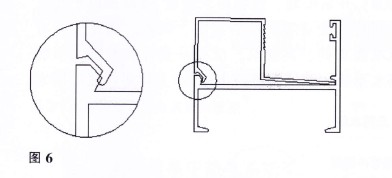
ĪĪĪĪą═▓─öDē║ī┘ė┌¤ß╝ė╣ż,ē║ŠĆą═▓─×ķęūūāą╬ą═▓─,Ė∙ō■(j©┤)ć°╝ęś╦(bi©Īo)£╩(zh©│n)ĪČõX║ŽĮĮ©ų■ą═▓─ĪĘGB5237-2008ę¬Ū¾,╚ńłD5╦∙╩ŠĄ─čb┼õ│▀┤ńį╩įSŲ½▓Ņ×ķĪ└0ĪŻ66mm(Ė▀Š½╝ē),╝┤╩╣╦∙ėą│▀┤ń┐žųŲį┌╣½▓ŅĘČć·ā╚(n©©i),ę▓ļyęį▒ŻūCē║ŠĆĄ─čb┼õĪŻ«ö(d©Īng)ē║ŠĆ╩š┐┌Ģr(sh©¬),ē║ŠĆ╚▌ęū╦╔äė(d©░ng)i¤oĘ©┐©Šo▓Ż┴¦;«ö(d©Īng)ē║ŠĆÅł┐┌Ģr(sh©¬),ė╔ė┌ē║ŠĆÅŚąį┤¾Īó┐©Šo┴┐ąĪ,ē║ŠĆ╚▌ęū░ūąąÅŚ│÷,╚ńłD6╦∙╩ŠĪŻ
ĪĪĪĪ3Īó▒Ē├µ╠Ä└ĒŻ©į~ŚlĪ░▒Ē├µ╠Ä└ĒĪ▒ė╔ąąśI(y©©)┤¾░┘┐Ų╠ß╣®Ż®ī”ē║ŠĆčb┼õĄ─ė░Ēæ
ĪĪĪĪ¼F(xi©żn)Ģr(sh©¬)õXą═▓─ūŅ│Żė├Ą─▒Ē├µ╠Ä└ĒĘĮ╩Į×ķĻ¢śOč§╗»ĪóļŖėŠ═┐ŲßĪóĘ█─®ćŖ═┐ĪóĘ·╠╝ćŖŲßĪŻ▓╗═¼Ą─▒Ē├µ╠Ä└ĒĘĮ╩Įī”ē║ŠĆčb┼õĄ─ė░ĒæĖ„ėą▓╗═¼,ŲõųąĘ█─®ćŖ═┐ė░ĒæūŅ┤¾(Ū¶×ķĘ█╬┤ćŖ═┐╚▌ęūį┌ē║ŠĆ┐©╬╗«a(ch©Żn)╔·ĘeĘ█),ę“┤╦ąĶĖ∙ō■(j©┤)▓╗═¼Ą─▒Ē├µ╠Ä└ĒĘĮ╩ĮüĒŅA(y©┤)┴¶čb┼õķgŽČ(╚ńłD7╦∙╩ŠH│▀┤ń)ĪŻĻ¢śOč§╗»╝░ļŖėŠ═┐Ųßčb┼õķgŽČąĪ,Ę█─®ćŖ═┐╝░Ę·╠╝ćŖŲßčb┼õķgŽČ┤¾ĪŻį┌īŹ(sh©¬)ļH╔·«a(ch©Żn)╝░▀\(y©┤n)ė├▀^│╠ųą,╬ęéā┐éĮY(ji©”)│÷╚ńłD7
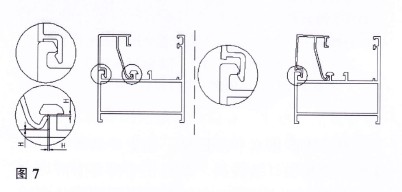
ĪĪĪĪ╦∙╩Šē║ŠĆ┼õ║Žą╬╩Į,ŽÓī”▌^║├Ąž£p╔┘┴╦ē║ŠĆĄ─┼õ║Žå¢Ņ},¼F(xi©żn)╠ß╣®Įo┤¾╝ęģó┐╝ĪŻ
ĪĪĪĪ(1)┐©─_╬╗ŅA(y©┤)┴¶░╝▓█,─▄ėąą¦ĄžĘ└ų╣ē║ŠĆ▀M(j©¼n)ąąĘ█─®ćŖ═┐╠Ä└ĒĢr(sh©¬)«a(ch©Żn)╔·ĘeĘ█,ėą└¹ė┌ē║ŠĆĄ─čb┼õ:
ĪĪĪĪ(2)ē║ŠĆĄ─čb┼õķgŽČ(H)ę╗░Ń░┤0.2mmįO(sh©©)ėŗ(j©¼)(╗∙▓─),╩╣ė├š▀Ė∙ō■(j©┤)▓╗═¼▒Ē├µ╠Ä└Ē═┐īė║±Č╚ī”ē║ŠĆčb┼õĄ─ė░Ēæ,ī”čb┼õķgŽČū„▀m┴┐Ą─š{(di©żo)š¹ĪŻ
ĪĪĪĪŠC╔Ž╦∙╩÷,║Ž└ĒĄ─ą═▓─įO(sh©©)ėŗ(j©¼)╝░ķT┤░╝ė╣żT╦ćĪŻ┐╔ęįėąą¦Ąž£p╔┘õX║ŽĮĮŪ┤a╝░ē║ŠĆį┌ķT┤░ųŲū„ųąĄ─┼õ║Žå¢Ņ}ĪŻ
ĪĪĪĪ(ū„š▀å╬╬╗:Į©ų■ķT┤░┼õ╠ū╝■╬»åTĢ■īŻ╝ęĮMĪóÅV¢|łį(ji©Īn)├└õXą═▓─ÅSėąŽ▐╣½╦ŠŻ®
|
|
|
|
|

