�@�^�Ļ����Y(ji��)��(g��u)
�������Ї�Ļ���W(w��ng) 4��27�ա��@�^���M(j��n)�пӹ��^���Е��в�ͬ�̶ȵ�ĥ�p�����@�^�IJ��|(zh��)��ĥ�p��r�M(j��n)�з������ڸ����@���ӹ��r�����@�^�п��M(j��n)����ĥ�͏�(qi��ng)��������Ч�����@�^�ڼӹ��^���е�ĥ�p��r������@�^�����ܺ�ʹ�É�����
�����ӹ��ڽ��������ӹ���ռ����Ҫ��λ��һ��sռ�C(j��)е�ӹ�����1/3�������@�sռ22%��25%������ӹ��sռ11%��13%�����ڿӹ��l�����̵ľ��ʣ��ӹ����ߵļ��g(sh��)�l(f��)չҪ��܇�������t��һЩ����������S���С�С�������a(ch��n)�����a(ch��n)Ч�ʡ��Ԅӻ��̶��Լ��ӹ���������Ҫ��IJ�������������ĥ�h���g(sh��)�����S��(sh��)�ص�����ĥ�O(sh��)��İl(f��)չ�����˿ӹ����ߵİl(f��)չ����������͵ľ����ڙC(j��)е���a(ch��n)���ё�(y��ng)�ö��ꡢʹ�����V�������w�Y(ji��)��(g��u)���@�^��ĥ���g(sh��)��u����������ͨ�^���@�^�пڵ���ĥ�͏�(qi��ng)�������@���ӹ��l����Ҫ���@�^�ĽY(ji��)��(g��u)���c�͌��Hʹ����r�Ќ����Q������
�����@�^�����c
����1���@�^�IJ��|(zh��)�֞����䓺�Ӳ�|(zh��)�Ͻ𣬸������Ҫ���ø����Wϵ��Moϵ���ϣ�Ӳ�|(zh��)�Ͻ�����u��YG�����u���YT�����ϡ����^�д����Ե����1������W18Gr4V��YG6��YT14��
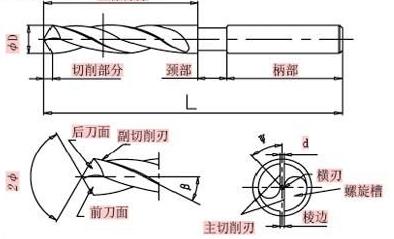
����2���黨�@�Ļ����Π�ͽY(ji��)��(g��u)���]��̫��ĸ�׃��Ҋ�D1����
����3���黨�@�����еĎνǶ�֮�g����һ�������c���P(gu��n)(li��n)�ԡ���D2��ʾ����ƫ�Ǟ�Kr���ЃA�Ǟ��s��ǰ�Ǟ��s����Ǟ��f���h�Ǟ�2�գ����y(t��ng)��118�㣩��
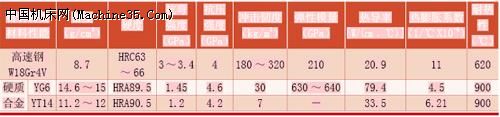
��1 ����䓺�Ӳ�|(zh��)�Ͻ���ϵ��������W(xu��)����
�������У��@�^�����ͽY(ji��)��(g��u)�����������c��
������1����ƫ��Kr���h��2�մ_����Ҳ�S֮�_����
������2�������@�^�����еĵ��⣨�@�^ֱ��̎���������е�����c���ĽY(ji��)��(g��u)��֪�@�^�����е��ЃA�Ǧ�s��ؓ(f��)��
������3�����@�^�������Π�Y(ji��)��(g��u)Ӱ��£��в�ǰ�Ǧ�s���@�^�⏽���g��̎���@�ķ�����u׃С��
������4�������е�ǰ����ƫ�Ǧ�s���S��ƫ��Kr��������S֮����
 ��һ�1234��һ�
��һ�1234��һ�